 |
その夜は、酒蔵「日の丸醸造」さんの各種銘酒に盃を傾け、佐藤社長の話しを肴に華を咲かせ、次代を開く古式一段仕込み「酒母」の試作品に喉を唸らせた。
秋田の更け行く夜は、酒香と共に奥が深い。その夜、横手駅前で宿をとり、翌朝、社長と待ち合わせるべくJR十文字駅で降り、「羽場こうじ店」へと向った。
|
|
今回の旅の目的は、「和魂」の「日の丸醸造」さん視察と、「石孫本店」さんへ醤油醸造依頼、そして「羽場こうじ店」さんに依頼している「まほろばオリジナル味噌『へうげみそ』」の製造現場に立ち会うことでもあった。
訪ねて初めて分かった事は、日の丸さん・石孫さんとは同じ増田町で物の十分とはかからない、云わば一里四方の町内会であった近縁に今更ながら驚かされた。
|
 |

 . . |
雄物(おもの)川に船が入り、京に上った北前船。
明治期、さまざまな産業経済が勃興した集散地、京文化がこの地区に拡がった。
『釣りキチ三平』で有名になった近隣吉野地区には、鉱山開発で、物・事・人・金が集まった。
清酒は金持ち、どぶろくは庶民と棲み分けられる中、その清酒を醸造出来得る裕福な土地柄だった訳だ。
|
|
横手より古い市街の増田町には、五つの蔵元があったと言う。
歴史的にもこの町の経済を動かす財閥の人物が居た。
それが「日の丸」の沓澤家、「勇駒」の石田家。
宝暦4年(1754)に初代・石田久兵衛が創業した造り酒屋「勇駒」は平成15年に廃業し、その「宝暦蔵」を保存のため羽場さんが取得、町再興に一役買い、市議として町政にも積極的に関わっておられる。
同じく「日の丸」を継承した佐藤家。
そのお二人とまほろばと繋がりある縁故が、不思議で興味深い。
横手地方は米処の中の米処で雪深く、半年は雪に生活が左右されることなどから、小単位の各村に麹屋と呼ばれる家があった。
羽場さんの御祖父は、大正7年、旧駒形村内(現湯沢市)の他所で米を作りながら、現在地近くに在った麹屋の若勢として働き、後にこの経営を引き継いだ。
昭和22年生まれの羽場さんは、物心付いた頃から、麹の作業、田畑の手伝いをして、昭和60年頃から経営の中心として現在を迎えられた。
米を作りながらの兼業、いかにも米処に相応しいお仕事であった。
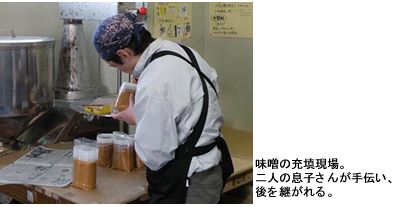
奥様や二人のお子様との家内工業は、堅実に未来に引き継がれて、後世に伝える羨ましく頼もしい御一家である。
|
振り返れば、何時頃からだろう、羽場さんの味噌と出会ったのは。
確か音楽好きの友人が、仙台の「ガネッシュ」という紅茶の通販会社で「喜助味噌」を扱っていて、それを紹介してくれたのが切っ掛けだった。
実は、そこの阿部社長さんが、羽場さんの妹さんの嫁ぎ先だった。
|
 |
 |
その喜助味噌の旨さにはしばし唸ったものだが、それは多分に米麹を大豆の3倍量使っているからだ。
一度置いたら、瞬く間に店一番の人気味噌になっていた。
もう10年以上も前の話である。 |
|

|
それからか、それに触発された5年ほど前。
農園で採れた無農薬大豆四種類、「鶴の子、黒、鞍掛け、ダダ茶」で超弩級の意味合いを含ませた「弩ミソ」を、まほろばで加工した所、大評判。
この旨さは格別だった。 |
しかし、手前味噌の悲しさか、すぐさま底を尽いてしまった。
それでも、2年ほど加工は続いた。
大豆は狭い畑では、採算効率が悪く、枝豆の値で売らないと合わない。
安い乾燥豆では、広大な畑を、大型農機で栽培収穫しないとまかたしない(採算が合わない)のだ。
そんなこんなで、自家栽培の大豆は諦めざるを得なかった。
それと共に「弩(ド)ミソ」は幻の味噌となった。
そこで昨年、有機の大豆を探して、毎年お世話になっている剣淵町の池田さんが創始した「いのちを育てる大地の会」に依頼して、「茶豆、鞍掛け大豆、青大豆、雪ほまれ(白)」。
そして余市の三友農産さんの抗アレルギー米「ゆきひかり」。
|
|
これで、「まほろばオリジナル味噌『へうげみそ』」を「羽場こうじ店」に製造依頼したのだ。
ここは高価でも思い切って、「まほろばオリジナル塩『七五三塩』」を使うことを決意。無論最後の〆は、「まほろば淨活水器『エリクサー』」水を使ってもらう事だった。
その面倒な要望を、快く引き受けて下さった羽場さんは、内心「どうなるだろう?」と不安だったそうだが、まことに絶妙な味噌を造って下さった。
無添加は無論のこと、熱殺菌しない「生みそ」。
しかも、熟成所を選んで、夏場には27度以上にしない努力もされている。
速醸みそは35〜37.8度設定で3〜4週間で出荷する。
本醸造は25度前後で止める。
甘さや香りは、温度が高いと飛んでしまい、温度を止めて、低温から長時間かけて、本熟させる。
急激に高温にすると低温・中温菌が発生せず、十全な蛋白質が分解されにくい。
 |
ところが、低温から高温に漸次移行すると、その温度帯に即応する菌が繁殖し、蛋白質の分解が木目細かく広範囲に行き渡り、複雑多岐に亘って味わいが深くなる。
そして、ほんのりとした甘い香りこそ、理想とされる。
一般市販の麹味噌は、味のバラつきを抑えて一定の品質を保つ為、酵母を添加するので、麹と大豆の旨味というより酵母の味になってしまう。
|
|
羽場さんでは、周りの自然や工場内の蔵付き酵母が飛遊して、材料の旨味にさらに酵母が加わり、自然な円やかな熟成となる。
年により多少味が異なるも、それも自然の為せる業で良しとする。
それが自然の揺らぎ、ダイナミズムだ。恐る恐る口にするその味。
かつて食べたことの無い味わいは比類なき出来であった。
|
 |
羽場さんは
「この味噌の依頼の時、我々の感覚ではない、想像したこともない。どんなものになるか心配だった。三種の豆は研ぐ時は均等に混ぜたが、黒豆の黒色が破れて全体が褐変するといけないから、別工程で蒸した」
と言われるほど、細心の注意を払って作って下さった。
恐らくこのような組み合わせの味噌はかつてなかっただろうから、名前を付けるに一案を講じた。
茶聖・利休亡き後、侘茶の渋さ瞑さを一変させて、軽み・可笑しみを加えた武人にして数寄者・古田織部。
後代、彼を「へうげ(ひょうげ)もの」と表した。
へうげるは、「瓢げる」とも書き、「おどけている」「飄逸」の意味もあり、芭蕉の「軽み」に通じることに由来して、これをいみじくも「へうげみそ」と名付けた。
これはたちどころに大人気を博した。
予定の製造量が底を尽きそうになり、急遽造らざるを得なくなったのだ。
|
 |

 |
前置きが少し長くなったが、今回の仕込みは、相当梃子摺(てこず)った。
それは昨年の天候不順で大豆類が不作で集まらなかった為だ。「茶豆」「白大豆」「黒豆」「黒千石」「青大豆」の内、茶豆の収量が芳しくなかった。
茶豆の枝豆の旨さは、他に喩えようも無いほど群を抜く。
これを外して「へうげみそ」の旨味は出る筈もない。
|
しかし、考えれば、実に贅沢な話だ。
豆の中でもこれほど値が張る物も無いからだ。
山形県の特産だが、他府県でも最近名を換えて栽培している。
だが、茶豆の味噌は余り聞かない。当然、値が割に合わないからだろう。
本来なら、「日の丸」さんの酒仕込みも含めて、3月までに視察見学に来る予定であった。
だが、この材料集めに手間を取られて、とうとう杜氏さんも国に帰った4月過ぎの横手入りとなった。
幸いに、羽場さんは、通年仕込みをしているので、時期の難を越える事が出来た。 |
そして、最後に、我がまほろば自然農園産の黒豆と茶豆が納屋に残っている、との報告を受けて、俄かに歓声を挙げた。
これを記念に混ぜることが出来る!との喜びは格別のものだった。
何か「画龍点晴」、一点の魂を強烈に吹き込んだように感じられた。
さらに、前回と違った材料に、再びと配合比を決めるべく「0-1テスト」をせざるをえなかった。
大豆の多少の種類と生産者が変わるも、配分はさほど変わらないだろうと嵩(たか)を括っていた。
だが、結果は大幅に変り、さしもの私も、結果に不安が隠せなかった。
しかし、今日までこの信念で貫いて来た私は、再びとテストをしなかった。そして、その驚くべき成果を、後に述べる。
 |
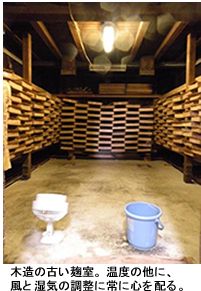
鳥海山が一望のもと、奥羽山脈が周囲に連なり、近くは畑が取り囲む純農村風景の中に羽場さんの工場はあった。既に3日前から仕込みに入って4日で仕上がると言う。
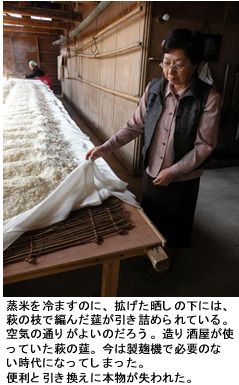
麹室から出来て来た有機栽培「ゆきひかり」は真白い黴を一面に生やした麹箱を積み上げ、それを手入れ箱に集める作業をしていた。
麹は、いわゆるアミロースの高い米のうまさ如何に影響されない意外な面を持つ。
噛めばホンノリと甘く、良い出来で仕上がっているとの評。
噛んでも程よく、何かしら好い香りが立つ。 |
聞けば、麹菌に大吟醸酒を造る為の麹菌と味噌用を半々も入れている為、芳香が味噌を一層上品にすると言う。
大手企業は、自動製麹機で麹を製造する。
これは必ずしも良いとは言えない。
|
羽場さんは生きている状態を目にして作る。
育ち方を見ながら加減をする。
室内の置き場所による醗酵のバラつきを、手入れ(中入れ)作業で均等にする。
目と経験と手、そして愛情の心、それが手作業の本質なのだ。
これは機械では決して生まれない。
何よりも麹の質が勝負でもある。
室の藁の菰、麹箱等などに家付き酵母が棲み付いている。
ステンレスには怜悧なその場限りの菌しかないのだ。
|
 |
奥では、既に蒸かした5種(産地7ヶ所)の大豆と先ほどの麹と七五三塩をミキサーで攪拌している。
そこに「仕込み水」とやらを入れる。
「その液体は、何ですか?」と訊ねると「エリクサー水です」と答えられ、大切に扱われたことに感慨深いものがあった。
 |
ちなみに、その混合大豆を試食してみると、コクといい、旨味といい、歯ざわりといい、こんな旨い豆があるものか、と驚き、佐藤社長と唸ってしまった。
帰り際、これを少し戴き、是非ともまほろばのみんなに報告方々、試食して感動を共有したいと思った。
きっと秋口に仕上がる物は絶品に違いない、とワクワクさせる、そんな期待が膨らむ「へうげみそ」揺籃前の風景であった。 |
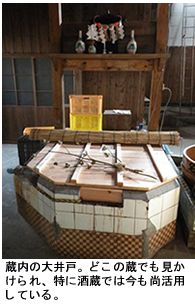
羽場社長が上のタンクを指差された。 「あそこに、送って頂いた浄水器があります」。
最初何のことだか理解出来なかった。
そのタンクには水が張ってある。
その上に微かに見えるエリクサーが設置されてあった。
それは、内心、驚きでもあったのだ。
こんな面倒なこと、よくぞ引き受けて下さった! という嬉しさと感謝が込み上げて来たのだ。 |
 |
 |
聞けば、1tタンク3基を、5時間ずつかけて満タンにするという。
「ああやって、井戸水を入れても、常温ではしばらくして鮮度が悪くなり腐ってしまうのです。 でも、エリクサーの水は腐らない! 水に含まれている成分で、混濁したり、香りに影響するから変化が心配だったんですが……」
と羽場社長が秘話を明かしてくださった。
|
 |
水の力。
乳をチーズに変える不思議力。
きっと味噌の発酵に威力を発揮しているに違いない。
乳と大豆の違いはあれど、同じ蛋白質。
そのアミノ酸チェーンを切る分解酵素を働かせる微生物が働く。
原料の大豆・米の資質、そして塩の如何、水の機能性、そして環境。
今回のご縁は、みな最善の条件が揃っていた。 |
→過去の記事一覧
|